



MSWG-25 全自动垫片生产线
 | |||
| 型号 | MSGW-25 | 占地面积 | 5M*6M |
| 重量-全自动缠绕机 | 910 KG | 重量-六轴机器人 | 80 KG |
| 重量-装环机 | 740 KG | 重量-外环进料系统 | 280 KG |
| 功率-全自动缠绕机 | 6.5 KW | 功率-六轴机器人 | 6.7 KW |
| 功率-装环机 | 1.2 KW | 功率-外环进料系统 | 2.3 KW |
| 电压 | 380V | 尺寸规格 | 1/2"– 6" |
| 适用所有标准 | Yes | 工艺控制 | PLC 程序 |
| 工作模式 | 全自动 | 压力源 | 气液增压缸 |
| 最大压力 | 5 T | 单件加工时间 | 25 秒 (3" 垫片) |
| 外环装载量 | 350片 | 适用材料 | 碳钢/不锈钢 |
| 压缩空气供应 | 0.5-0.8 MPs | ||
MSWG-25 全自动垫片生产线主要技术特点:
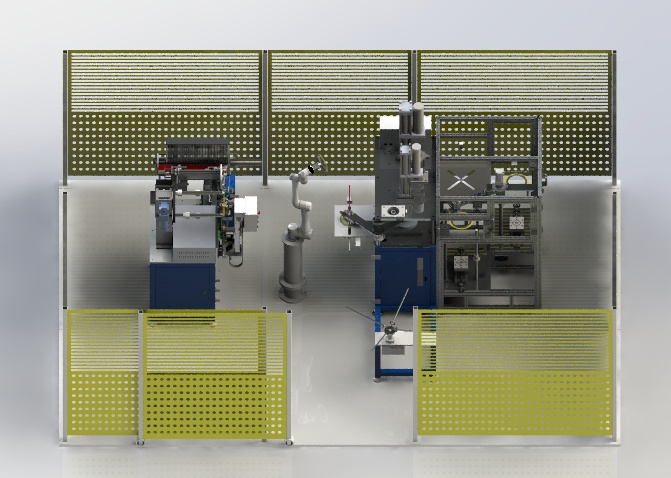
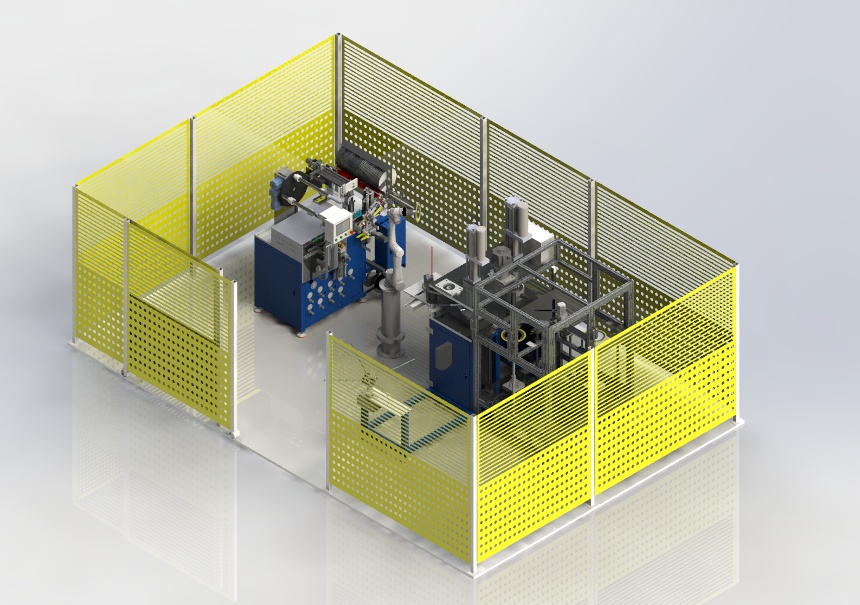
1. 这条生产线全自动运行,由4个主要单元组成,从左至右依次为:
A 全自动缠绕机
B 六轴协作机器人
C 自动装环机
D 外环进料系统
2. PLC程序化过程控制,工作模式全自动。整条生产线的工艺路线如下:
1)全自动缠绕机生产缠绕体;
2)六轴协作机器人从自动缠绕机上抓取缠绕体;
3)六轴协作机器人将缠绕体投放至压机平台;
4)平台自动测量缠绕体的外径并判断合格与否;合格尺寸的缠绕体继续加工;不合格的将由机械手进行分拣;
5)压机1号双臂机械手抓取缠绕体(如果是),并将其放入装配模具中;
6)同时,2号双臂机械手抓取外环压变形并将外环放到装配模具中;
7)压平模具的上模工作,压平外环,从而完成外环的装配;
8)3号双臂机械手将装配好的垫片转移到收集杆上。
总循环时间由全自动缠绕机决定,以3英寸垫片为例,生产线循环时间约为25分钟。
3. 外环进料系统有两个库位,一个在供应中,另一个可以重新装载,因此这条线可以不停地运行,不停地重新装载;垫片卸载系统也有4根 收集杆来悬挂垫片,一旦一根装满,系统会自动切换到下一根,这样操作员就可以在不停机的情况下收集垫片。
4. 特殊设计的快速更换模具,缩短了换型时间,换型时间不到10分钟。
5. 使用气液增压缸提供高达5吨的压力,可组装垫片尺寸从½”到6”300磅,涵盖所有量大的垫片规格。
6. 扎实耐用的自动生产线,维护保养要求简单易行。
7. 它与内环型垫片匹配度高。